1. Shielded Metal Arc Welding ( SMAW )

SMAW adalah salah satu jenis pengelasan yang menggunakan loncatan electron ( busur listrik ) sebagai sumber panas untuk pencairan logam. Suhu busur dapat mencapai 3300 º C , jauh diatas titik lebur baja , sehingga dapat mencairkan baja secara serta merta/cepat ( instant ).
SMAW dapat menggunakan arus listik bolak balik ( AC = alternating current ) maupun arus searah ( DC = direct current ) . Jika arus bolak balik yang digunakan tidak ada kutup kutup, sebaliknya apabila arus searah yang digunakan maka digunakan kutup kutup + dan – . Kondisi ini disebut polaritas .
Terdapat dua jenis polaritas untuk pengelasan, yakni straight polarity / polaritas lurus, dimana elektroda bermuatan ( – ) dan bahan induk bermuatan (+), dan polaritas terbalik, dimana elektroda bermuatan + dan bahan induk bermuatan – .
Elektroda dibuat dengan karakter khusus, ada elektroda yang hanya menggunakan pada mesin las AC, ada yang menggunakan DC Polaritas lurus atau lazim disebut DCSP ( Direct Current Straight Polarity ) atau juga disebut DCEN (Direct Current Electrode Negative), ada yang menggunakan DC Polaritas terbalik atau DCRP (Direct Current Reverse Polarity) atau juga disebut DCEP (Direct Current Electrode Positive).
Adapun secara skematis SMAW dapat digambarkan sebagai berikut
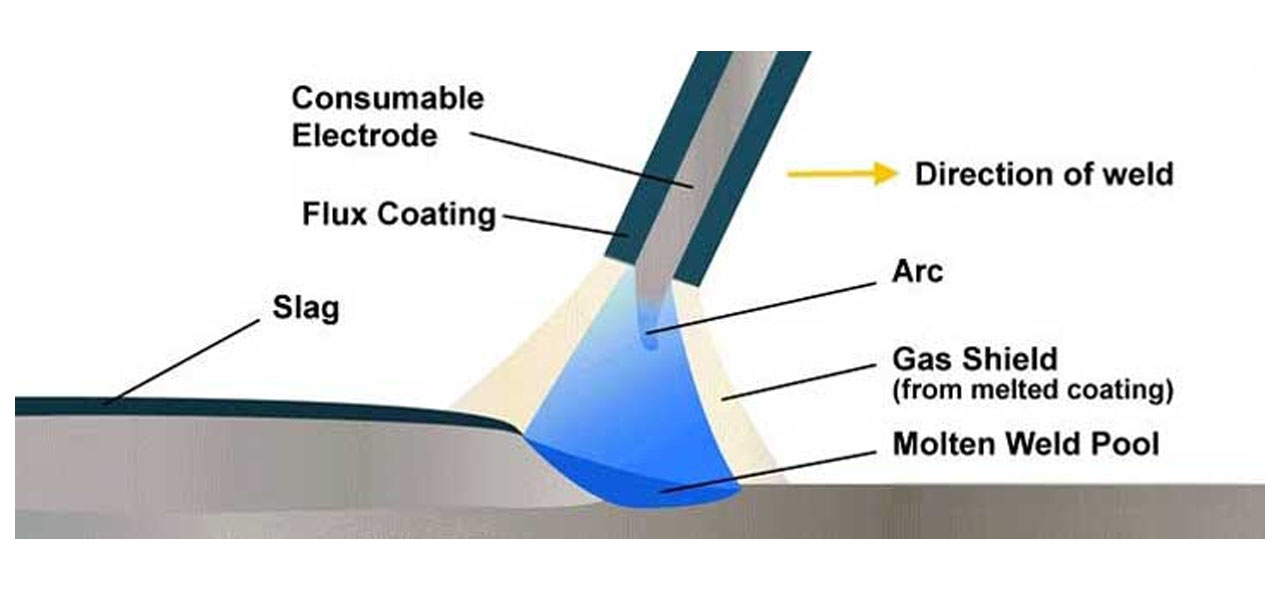
Mesin las dapat digerakkan oleh mesin diesel atau oleh transformer (inverter) .Pada umumnya cakupan arus mesin las antara 20 hingga 500 Amper CC.DC (constant current), dengan tegangan antara 14 hingga 40 V , CV DC (constant voltage). Pendingin mesin dapat berupa minyak atau udara.
Transformer menggunakan arus masuk bolak balik bertegangan 220,380 atau 415 Volt untuk kemudian dirubah menjadi arus searah bertegangan 14 hingga 40 V.
Sebelum digunakan mesin las harus diperiksa dengan teliti untuk meyakinkan bahwa semua poolnya dalam keadaan baik . Kemudian sewaktu digunakan harus dikalibrasi untuk mengetahui konsistensi besarnya arus dengan penunjukan yang ada pada pengendali digital dengan menggunakan tang amper pada kabel yang menghubungkan elektroda.
SMAW menggunakan electrode batang (stick electrode) yang bersalut. Untuk mengetahui sifat mekanis bahan las maka oleh AWS (American Welding Society) dibuat sistim identifikasi yang tertulis pada coating. Jika ditinjau dari kekuatan tarik bahan elektroda maka jenis jenis stick electrode ini dapat dikelompokkan menjadi:
- Kelompok E 60…….. yang berkuat tarik 60.000 psi
- Kelompok E 70…….. yang berkuat tarik 70.000 psi
- Kelompok E 80…….. yang berkuat tarik 80.000 psi
- Kelompok E 90…….. yang berkuat tarik 90.000 psi
- Kelompok E 100…… yang berkuat tarik 100.000 psi
- Kelompok E 110…… yang berkuat tarik 110.000 psi
- Kelompok E 120…… yang berkuat tarik 120.000 psi
Masing masing elektroda memiliki karakteristik khusus sesuai dengan maksud dan tujuan dibuatnya .
2. Gas Metal Arc Welding ( GMAW )

GMAW (Gas Metal Arc Welding) merupakan proses penyambungan dua buah logam atau lebih yang sejenis dengan menggunakan bahan tambah yang berupa kawat gulungan dan gas pelindung melalui proses pencairan. Gas pelindung dalam proses pengelasan ini berfungsi sebagai pelindung dari proses oksidasi, yaitu pengaruh udara luar yang dapat mempengaruhi kualitas las. Gas yang digunakan dalam proses pengelasan ini dapat menggunakan gas argon, helium, argon+helium dsb. Penggunaan gas juga dapat mempengaruhi kualitas las itu sendiri.
Proses pengelasan GMAW merupakan pengelasan dengan proses pencairan logam. Proses pencairan logam ini terbentuk karena adanya busur las yang terbentuk diantara kawat las dengan benda kerja. Ketika kawat las didekatkan dengan benda kerja maka terjadilah busur las ( menghasilkan panas) yang mampu mencairkan kedua logam tersebut (kawat las + benda kerja), sehingga akan mencair bersamaan dan akan membentuk suatu sambungan yang tetap.
Dalam proses ini gas pelindung yang berupa gas akan melindungi las dari udara luar hingga terbentuk suatu sambungan yang tetap. Proses pengelasan GMAW menggunakan arus searah (DC) dengan posisi elektroda pada kutub positif, hal ini sering disebut sebagai polaritas terbalik. Polaritas searah jarang digunakan dalam proses pengelasan dikarenakan dalam proses ini transfer logam tidak terjadi secara sempurna.
3. Gas Tungsten Arc Welding (GTAW)

Gas tungsten arc welding (GTAW) adalah proses las busur yang menggunakan busur antara tungsten elektroda (non konsumsi) dan titik pengelasan. Proses ini digunakan dengan perlindungan gas dan tanpa penerapan tekanan. Proses ini dapat digunakan dengan atau tanpa penambahan filler metal. GTAW telah menjadi sangat diperlukan sebagai alat bagi banyak industri karena hasil las berkualitas tinggi dan biaya peralatan yang rendah.
Prinsipnya Panas dari busur terjadi diantara elektrode tungsten dan logam induk akan meleburkan logam pengisi ke logam induk di mana busurnya dilindungi oleh gas mulia (Ar atau He).
Las listrik TIG (Tungsten Inert Gas = Tungsten Gas Mulia) menggunakan elektroda wolfram yang bukan merupakan bahan tambah. Busur listrik yang terjadi antara ujung elektroda wolfram dan bahan dasar merupakan sumber panas, untuk pengelasan. Titik cair elektroda wolfram sedemikian tingginya sampai 3410° C, sehingga tidak ikut mencair pada saat terjadi busur listrik.
Tangkai listrik dilengkapi dengan nosel keramik untuk penyembur gas pelindung yang melindungi daerah las dari luar pada saat pengelasan.
Sebagian bahan tambah dipakai elektroda tanpa selaput yang digerakkan dan didekatkan ke busur yang terjadi antara elektroda wolfram dengan bahan dasar. Sebagai gas pelindung dipakai gas inert seperti argon, helium atau campuran dari kedua gas tersebut yang pemakainnya tergantung dari jenis logam yang akan dilas. Pembakar las TIG terdiri dari :
- Penyedia arus
- Pengembali air pending
- Penyedia air pendingin
- Penyedia gas argon
- Lubang gas argon ke luar
- Pencekam elektroda
- Moncong keramik atau logam
- Elektroda tungsten
- Semburan gas pelindung
4. Submerged Arc Welding ( SAW )

SAW adalah salah satu jenis las listrik dengan proses memadukan material yang dilas dengan cara memanaskan dan mencairkan metal induk dan elektroda oleh busur listrik yang terletak diantara metal induk dan elektroda. Arus dan busur lelehan metal diselimuti (ditimbun) dengan butiran flux di atas daerah yang dilas.
SAW tidak membutuhkan tekanan dan bahan pengisi (filler metal) dipasok secara mekanis terus ke dalam busur lsitrik yang terbentuk diantara ujung filler elektroda dan metal induk yang ditimbun oleh fluks. Elektroda pada proses SAW terbuat dari metal padat (solid). Prinsip pada pengelasan ini hampir sama dengan pengelasan pada SMAW. Bedanya dengan SMAW adalah pada SAW flux tidak di bungkus ke elektroda, menggunakan elektroda kontinu, arus lebih tinggi sehingga dapat digunakan untuk mengelas benda yang lebih tebal hanya dengan langkah yang sedikit.
Faktor yang perlu diperhatikan sebelum pengelasan SAW :
- Komposisi kimia dan properti mekanikal lasan yang diharapkan
- Ketebalan material yang akan dilas
- Cara pengelasan
- Posisi pengelasan yang dibuat
- Frekuensi atau volume pengelasan yang diinginkan
SAW dapat dioperasikan dengan 3 cara:
- Semi otomatik (filler dipasok dengan tangan welder)
- Automatic (filler dipasok oleh mesin)
- Dengan mesin (welding travel secara manual dan juga digunakan unruk elektroda diameter kecil)
5. Flux-Cored Arc Welding

Flux cored arc welding (FCAW) merupakan las busur listrik fluk inti tengah / pelindung inti tengah. FCAW merupakan kombinasi antara proses SMAW, GMAW dan SAW. Sumber energi pengelasan yaitu dengan menggunakan arus listrik AC atau DC dari pembangkit listrik atau melalui trafo dan atau rectifier. FCAW adalah salah satu jenis las listrik yang memasok filler elektroda secara mekanis terus ke dalam busur listrik yang terbentuk di antara ujung filler elektroda dan metal induk. Gas pelindungnya juga sama-sama menggunakan karbon dioxida CO2. Biasanya, pada mesin las FCAW ditambah robot yang bertugas untuk menjalankan pengelasan biasa disebut dengan super anemo.
Flux cored arc welding atau las busur berinti flux mirip dengan proses las GMAW, yaitu menggunakan elektroda solid dan tubular yang diumpankan secara kontinyu dari sebuah gulungan. Elektroda diumpankan melalui gun atau torch sambil menjaga busur yang terbentuk diantara ujung elektroda dengan base metal. FCAW menggunakan elektroda dimana terdapat serbuk flux di dalam batangnya. Butiran-butiran dalam inti kawat ini menghasilkan sebagian atau semua shielding gas yang diperlukan. Jadi berlawanan dengan GMAW, dimana seluruh gas pelindung berasal dari sumber luar. FCAW bisa juga menggunakan gas pelindung tambahan, tergantung dari jenis elektroda, logam yang dilas, dan sifat dari pengelasan yang dikerjakan.
Ada dua jenis variasi FCAW yang memiliki kegunaan berbeda-beda tergantung dari metode gas pelindung.
- Gas Shielded (FCAW-G).
- Self-shielded (FCAW-SS).
Berdasarkan metode pembuatan fluks dibedakan menjadi
- Self shielding FCAW (Pelindungan sendiri) , yaitu melindungi las yang mencair dengan gas dari hasil penguapan dan reaksi inti fluks
- Gas shielding FCAW (perlindungan gas) = dual gas, yaitu melindungi las yang mencair selain dengan gas sendiri juga ditambah gas pelindung dari luar sistem.
Kedua jenis pelindung di atas sama2 menghasilkan terak las yang memadai untuk melindungi metal las yang akan beku. Perbedaannya terletak pada tambahan sistem pemasok gas dan welding torch (welding gun).
Berdasarkan cara pengoperasiannya, FCAW dibedakan menjadi :
- Semi otomatik / semi automatic
- Otomatik / machine otomatik
Sifat-sifat utama (Principal features) FCAW dalam proses pengelasan
- Produktivitas yang kontinu dari pasokan elektroda las
- Sifat metalurgy las yang dapat dikontrol dari pemilihan fluks
- Pembentukan manik las yang cair dapat ditopang oleh slag yang tebal dan kuat
Pelindung gas umumnya menggunakan gas CO2 atau campuran CO2 dengan Argon. Namun dengan keberadaan oksigen kadang akan menimbulkan problem baru yaitu dengan porosity yang dihasilkan reaksi CO2 dan oxygen yang ada di udara sekitar lasan, sehingga perlu memilih fluks yang mengandung zat yang bersifat pengikat oxygen atau deoxydizer.
